
优尔鸿信汽车
材料零部件测试中心
材料零部件测试中心





400 845 2188
手机:18676742563
手机:18676742563
01 测试背景
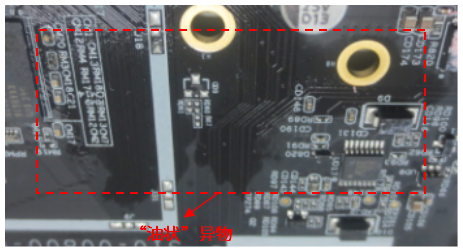
客户铝合金框架:铝圆饼→挤压→退火→冲压→CNC→喷砂→阳极。CNC加工后发现铝材表面存在黑斑,阳极后更加明显,如图1所示。不良比例较高,为此委托实验室分析造成黑斑的原因,便于确认责任,进行制程改进。
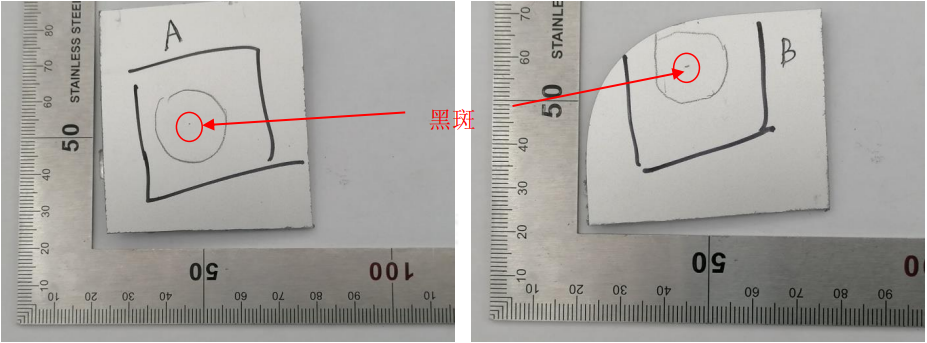
图1黑斑样品
测试项目 规范 信息
03实验环境
温度:(23±5)℃;湿度:(40~80)%RH
04 检测结果
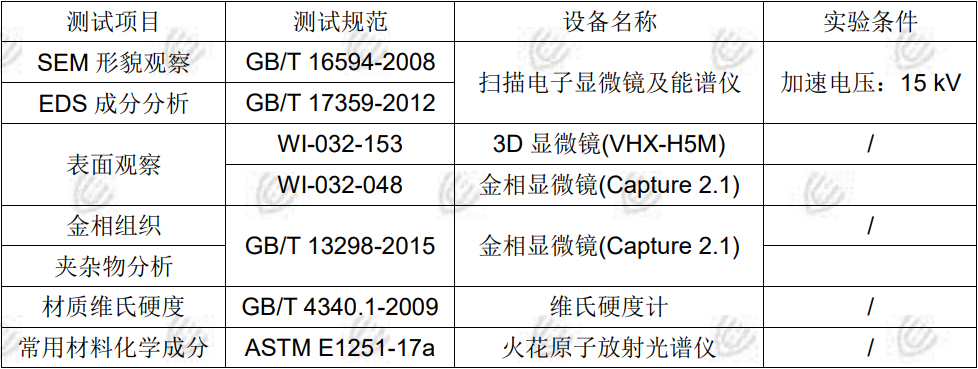
4.1表面观察
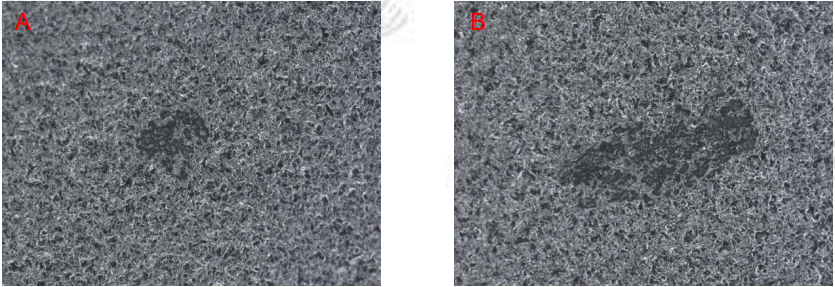
图2 黑斑位置表面形貌
4.2 试样表面SEM+EDS分析
图3 样品表面SEM形貌
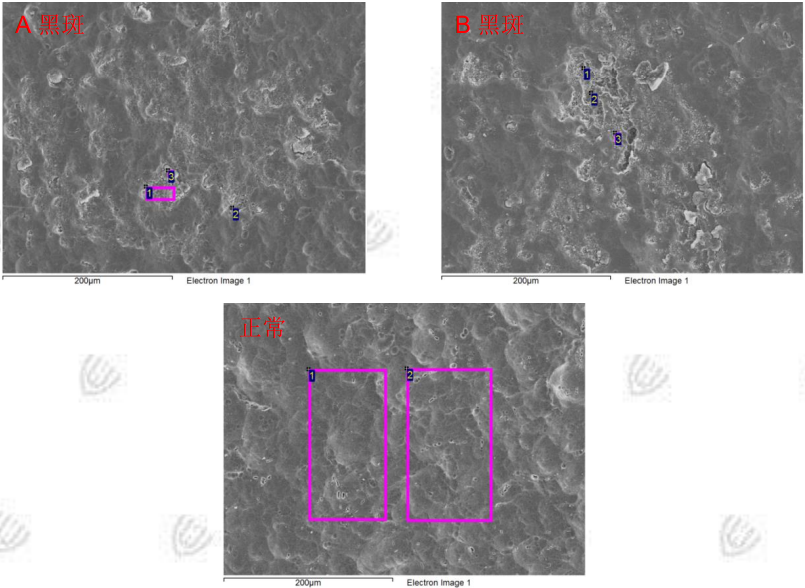
图4 EDS分析位置(300×)
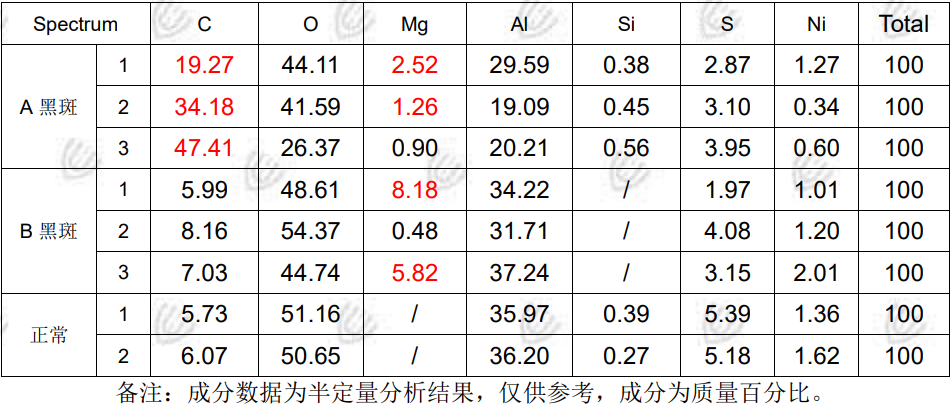
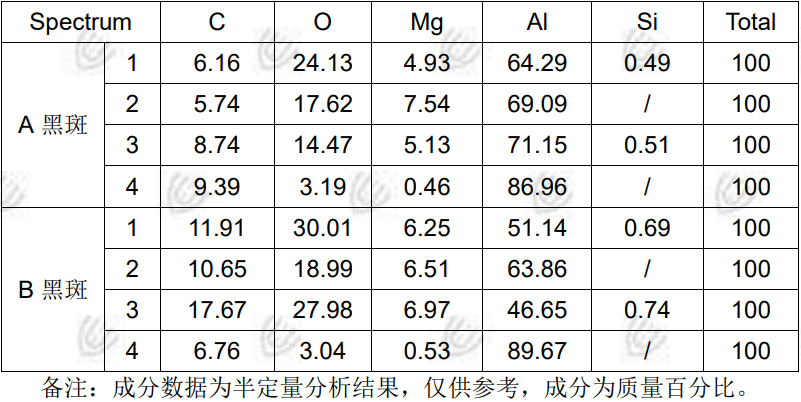
表1 EDS分析结果(%)
4.3 黑斑试样切面SEM+EDS 分析
对阳极黑斑位置切面进行SEM+EDS分析,结果如图5~6及表2所示:
黑斑皮下基材存在孔洞及黑点状物质,基材也比较疏松,深度58~190 μm,孔洞位置O、Mg成分含量较高,很有可能熔炼过程中的炉渣未除干净,残留在铝材中;
残留炉渣的铝材容易有孔洞,这些区域在加工制程中容易残留一些异物,黑斑表面成分中含有C、O等。
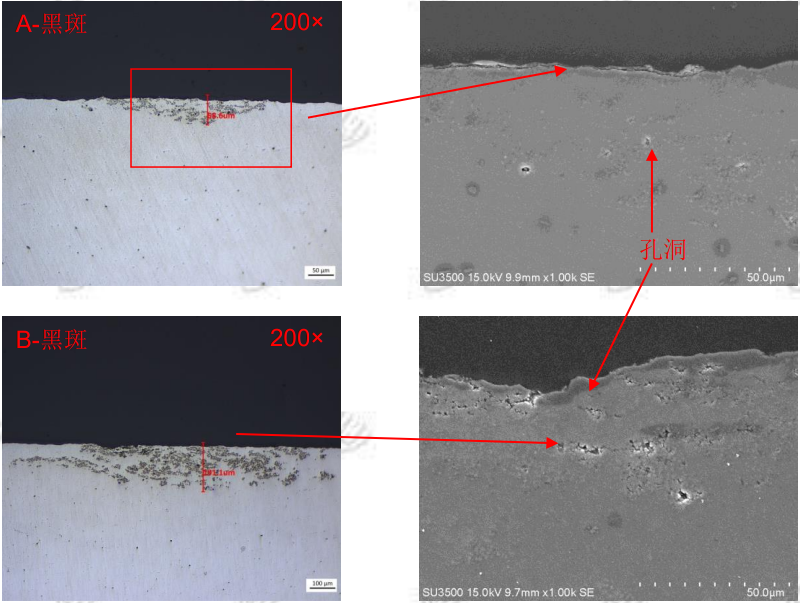
图5 试样切面形貌图
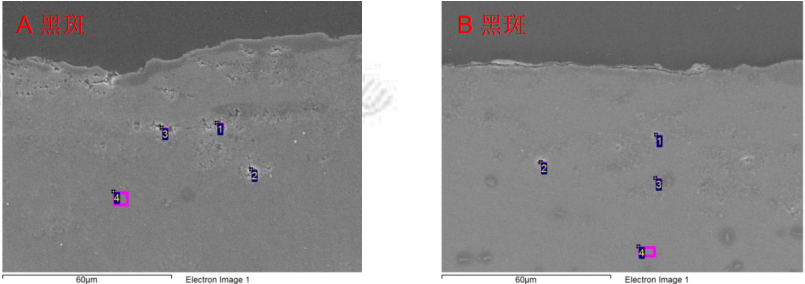
图6 EDS分析位置(1000×)
表2 EDS分析结果(%)
4.4试样组织分析
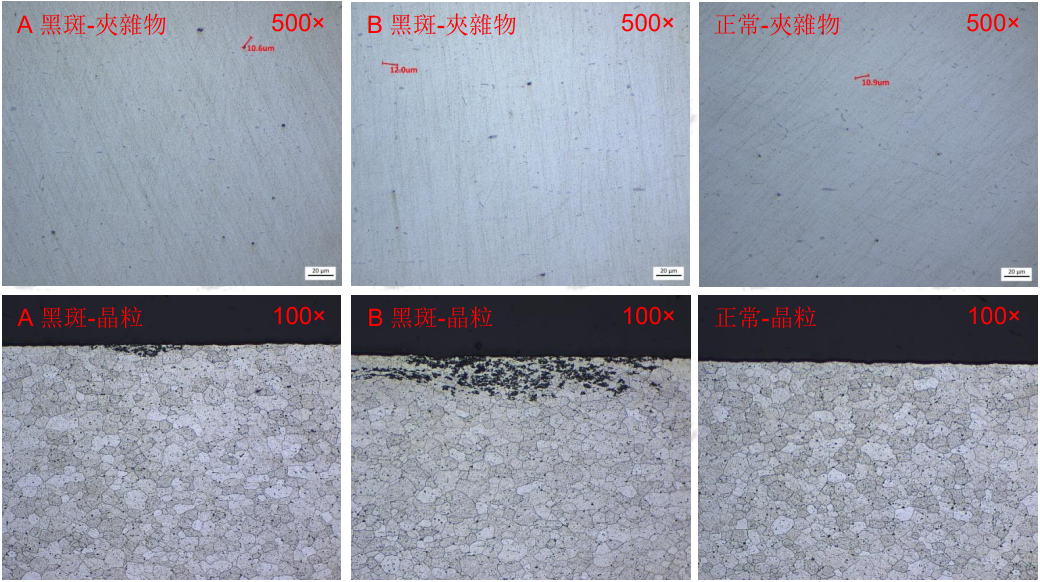
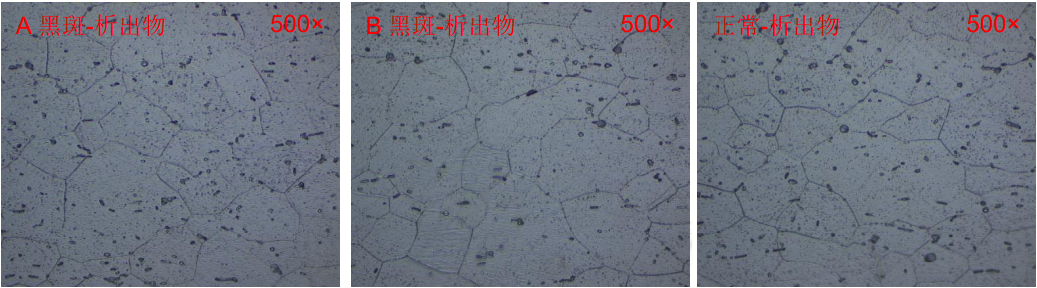
图7 试样组织貌图
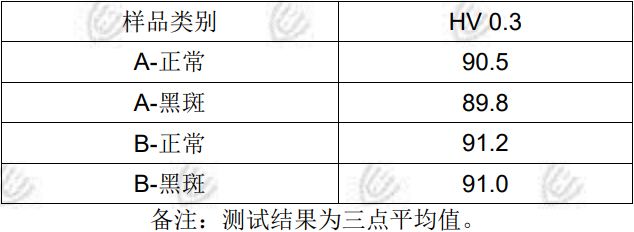
4.5 试样硬度分析
对试样硬度测试,结果如表2所示:
试样正常与黑斑附近硬度一致,~91 HV0.3,符合客户要求。
表2 硬度测试结果
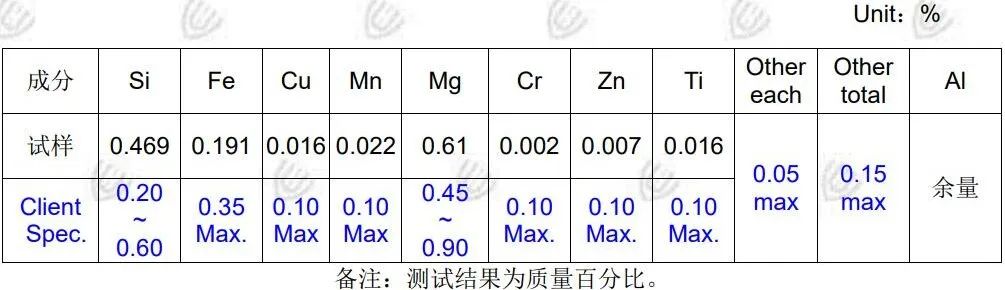
4.6 试样成分分析
对试样基材成分分析,结果如表3所示:
试样材质符合客户设计Al6063规格。
表3 样品化学成分测试结果(%)
05 结论
1、试样材质成分、硬度、晶粒、析出物等正常;
2、阳极黑斑位置附着小片状与凹坑,成分中含有较多的C、Mg;
3、黑斑位置应是主要含有Mg、O的炉渣残留在基材所致,深度58~190 μm不等,该位置结构疏松且存在孔洞,在CNC制程中容易造成褶皱状凹坑,使得切削液等物质残留,形成目视黑色斑点,这些位置也容易被腐蚀,阳极后黑斑将会更加严重;
4、建议原料工艺厂商加强对铝材熔炼工艺管理,防止出现炉渣残留。











 粤公网安备44030002005938号
粤公网安备44030002005938号