
优尔鸿信汽车
材料零部件测试中心
材料零部件测试中心





400 845 2188
手机:18676742563
手机:18676742563
一.螺柱断裂测试背景
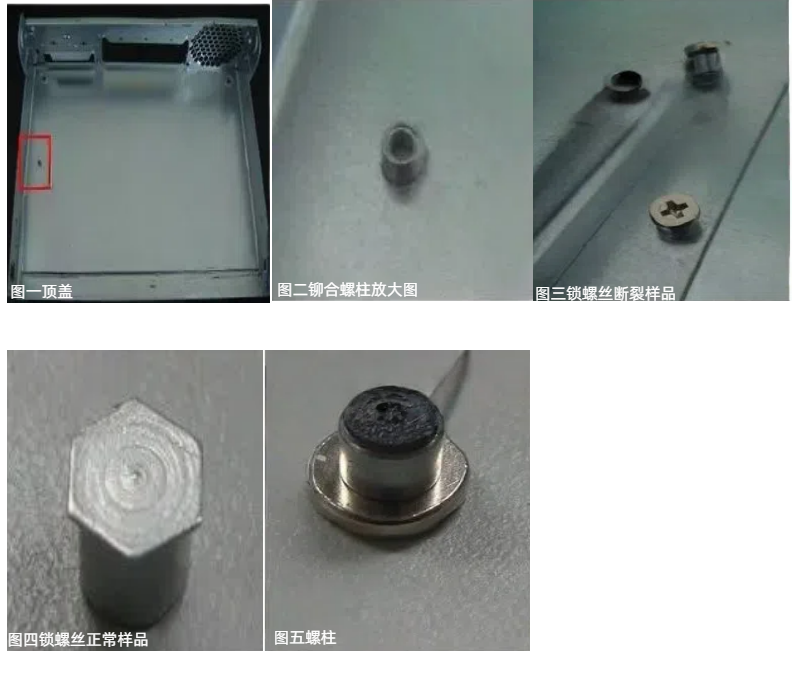
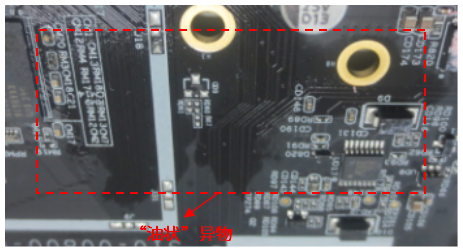
某冲压厂生产之电脑顶盖系镀锌钢板冲压,铆合,组装,烤漆而成,组装段锁螺丝时,铆合在顶盖上的螺柱易发生断裂,不良率约4%。参图1,不良品只能报废,严重困扰生产现场.
分析流程
| 现场调研 | 了解产品制程,装配情况,螺柱技术要求 |
| 断口分析 | 断口型膜啊及断裂性质 |
| 切片分析 | 切片观察螺柱及装配状况 |
| 螺柱性能 | 硬度,扭矩及金相组织 |
| 分析讨论 | 综合分析,找出不良原因 |
| 结论/建议 | 提出针对性改善措施 |
二.螺柱断裂数据分析
2.1断口形貌及成分分析
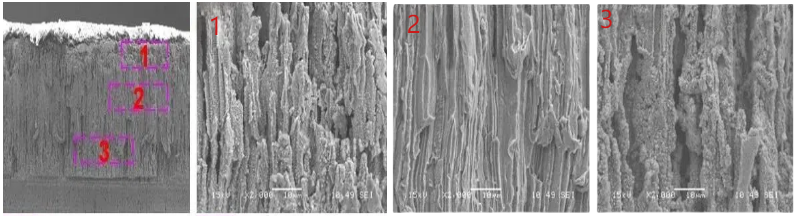
螺柱断口形貌图
| Area | C | O | Fe | Zn | Total |
| 1 | 9.29 | 6.19 | 13.09 | 71.43 | 100.00 |
| 2 | 8.09 | 2.87 | 86.26 | 2.78 | 100.00 |
| 3 | 7.21 | 5.30 | 19.12 | 68.37 | 100.00 |
表1EDS成分分析Unite:wt%
螺柱断面为撕裂状形貌,未发现氢脆特征;
与位置2相比,位置1、3表面覆有大量颗粒状物质,经EDS鉴定为Zn;
正常螺柱扭转断裂断口形貌应与位置2相似,断口成分应不含Zn。
断口表面Zn的可能来源有:
1.电镀Zn前螺柱表面存在孔洞缺陷,造成镀锌时,Zn渗透至螺柱内部。
2.螺柱扭断后,外来Zn污染。
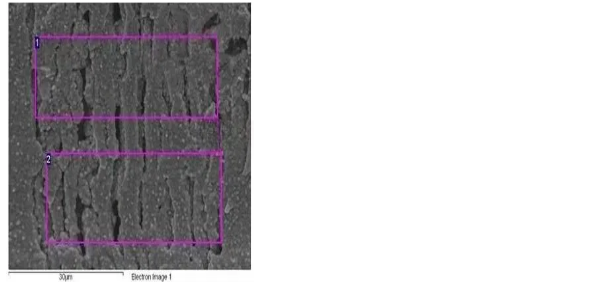
2.2螺柱表面形貌和成分分析
| Area | C | O | Fe | Zn | Total |
| 1 | 7.77 | 6.22 | 9.85 | 76.16 | 100.00 |
| 2 | 7.79 | 7.30 | 7.95 | 76.96 | 100.00 |
螺柱表面形貌 表2EDS成分分析结果Unite:wt%
螺柱的表面存在很多孔洞,其形貌与成分和断面位置1、3相似;
螺柱常规制程:六角型材>>切削>>钻孔>>攻丝>>电镀(脱脂>>水洗>>酸洗>>水洗>>电镀锌>>烘干>>除氢)>>打包出货
由此怀疑断面位置1、3检测到Zn元素可能是由于镀Zn前螺柱表面存在大量孔洞导致电镀时Zn渗入螺柱内部。
2.3切片分析
对铆合后锁螺丝断裂螺柱做纵截面切片分析,结果见图4:
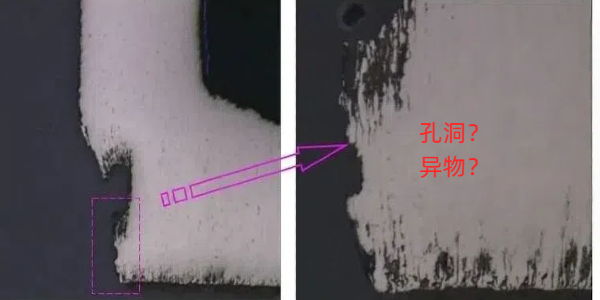
断裂螺柱纵截面切片形貌
在螺柱边缘发现很多黑色的类似“孔洞”状物质在材料内部,其深度约60~70μm。
对未铆合之螺柱做切片分析,结果见图5:
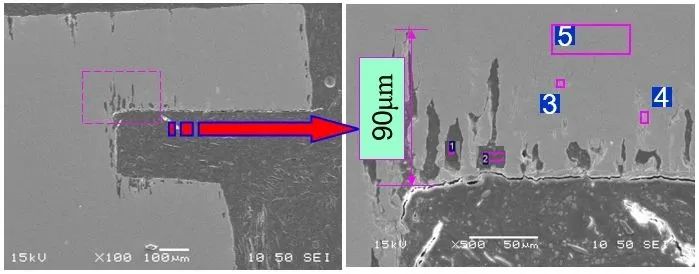
图5 未铆合螺柱切片形貌
在未铆合螺柱边缘亦有很多黑色的类似“孔洞”状物质,深度约90μm;依成分结果可知其为孔洞;在位置3、4为裂缝形貌,内部含大量Zn,且有S, Cl等腐蚀性元素。
| Area | C | O | S | CI | Fe | Zn | Total |
| 1 | 80.44 | 19.56 | 100 | ||||
| 2 | 69.63 | 23.94 | 6.43 | 100 | |||
| 3 | 7.08 | 11.15 | 1.52 | 2.27 | 7.91 | 70.07 | 100 |
| 4 | 6.24 | 14.24 | 1.06 | 0.84 | 12.87 | 64.75 | 100 |
| 5 | 100 | 100 |
表3EDS成分分析结果Unit:wt%
由此上述现象可推断:
孔洞的产生应该是被含有S, Cl等腐蚀性元素的腐蚀液腐蚀所致,裂缝在镀Zn之前就已存在,部分孔洞在镀锌时被渗入的Zn填满。
对嫌疑不良品(铆合但未锁螺丝的螺柱)切片分析,结果见图
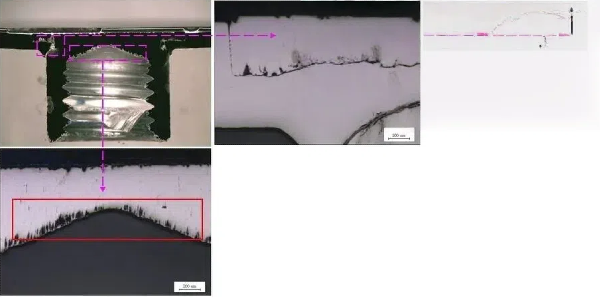
嫌疑螺柱切片形貌
在已铆合但未锁螺丝的螺柱边缘也有此类腐蚀孔洞,存在很大的断裂风险; 腐蚀孔洞在有凹槽的地方特别严重,由此猜测在凹槽部位,腐蚀液残留较多,导致腐蚀严重。
2.4 螺柱硬度分析结果:
| 样品 | 材质硬度 |
| 良品 | 270 |
| 不良品 | 258 |
螺柱良品与不良品硬度无明显差别,说明螺柱生产所用之六角型材质量并无明显异常;
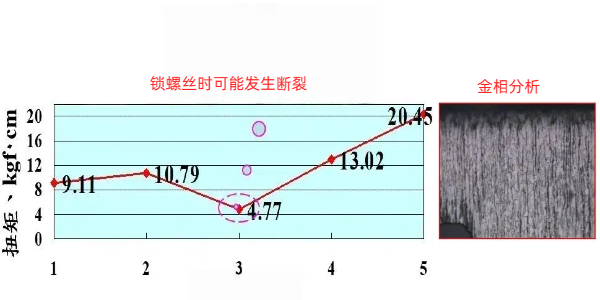
嫌疑不良品的扭矩波动很大,振幅达16kgf.cm。
螺柱芯部金相组织正常,为铁素体+硫化物,表面靠近凹槽区域存在大量黑色腐蚀孔洞,应是导致螺柱扭矩不足,发生异常断裂之主要原因。
三.螺柱断裂分析讨论
1、螺柱断口上下边缘被镀上Zn,其形貌成分与螺柱表面相似,断口表面未发现氢脆特征,说明断裂与氢脆无关;
2、切片发现螺柱表面存在腐蚀性孔洞,凹槽区域尤其严重,深度达90μm;
3、腐蚀孔洞内检测到Zn,说明腐蚀孔洞产生在电镀锌之前;此外还检测到S、Cl等腐蚀元素,推测孔洞应是电镀制程酸洗工段残留酸液引起螺柱表面过腐蚀所致;
4、螺柱的硬度,芯部组织正常,说明螺柱生产所用之六角型材质量正常,不是导致螺柱断裂的主要原因;
5、嫌疑不良品扭矩波动很大达16kgf.cm,腐蚀越深扭矩越小,腐蚀孔洞的存在降低了螺柱的力学性能,且会产生应力集中,是导致螺柱力学性能降低,锁螺丝时发生断裂的主要原因。
四.螺柱断裂结论
不良现象:压铆螺柱在锁螺丝过程中发生异常断裂。
失效原因:螺柱电镀制程之酸洗工段大量酸洗液未被后续水洗工段清洗干净,酸液残留在螺柱凹槽区域,造成该区域在电镀Zn前被过腐蚀,导致螺柱力学性能下降。当腐蚀过深时易在后续锁螺丝制程引起螺柱异常断裂。
责任判定:此不良责任在于螺柱电镀前处理不当。
改善措施:追查电镀制程,确保后续供货质量,组装现场做好进料品质管控。











 粤公网安备44030002005938号
粤公网安备44030002005938号